- Какое оборудование лучше всего подходит для сварочных кузовных работ?
- Выбор оборудования
- Углекислотный полуавтомат
- Инвертор
- Сварка своими руками
- Предварительные действия
- Рекомендации по сварке
- Взять гнилой Автоваз за 20 000, привести в человеческий вид! Сколько обойдется?
- Инвертор вместо полуавтомата — можно ли варить кузовной металл 0,8 мм и как?
- Инвертор вместо полуавтомата — такое возможно?
- Как варить металл толщиной 0,8 мм инвертором
- Сварка кузова автомобиля: как правильно сделать её своими руками
- Виды и особенности сварочных аппаратов
- Сварка полуавтоматом
- Как варят инвертором
- Так какой же метод выбрать?
- Подготовка и проверка оборудования
- Подготовка к сварке автомобильного кузова полуавтоматом
- Что стоит сделать перед тем, как начать инверторную
- Меры предосторожности при сварочных работах
- Процесс сварки кузова автомобиля полуавтоматом
- Инструменты и материалы для работы своими руками
- Последовательнось операций при полуавтоматической сварке
- Обработка сварного шва против коррозии
Какое оборудование лучше всего подходит для сварочных кузовных работ?

Повреждение кузова может быть вызвано обширным распространением коррозии либо может являться следствием сильного ДТП. В таком случае существует два способа ремонта автомобиля: замена кузова и переварка его поврежденных элементов. Второй вариант требует применения специального оборудования. В приведенной статье рассмотрены инструменты, которыми можно варить кузов автомобиля, и технологии осуществления данных работ.
Выбор оборудования
Профессионалы считают, что для сварки кузова автомобиля лучше всего подходит углекислотный полуавтомат, осуществляющий сварку проволокой. Также для рассматриваемых работ можно применять инвертор.
Не рекомендуется использовать сварочный аппарат на электроде. Это объяснимо:
- данный инструмент не способен создать качественный шов при работе с автомобильным металлом;
- из-за больших размеров оборудования к некоторым труднодоступным местам будет сложно проникнуть в процессе работы;
- высока вероятность прожигания металла кузова насквозь при использовании сварочного аппарата переменного тока.
Поэтому сварочные инструменты на электроде не подходят для кузовного ремонта. Можно использовать их лишь для простейших работ, например, возможно заварить таким инструментом лопнувшую раму.
Что касается инвертора и углекислотного полуавтомата, то каждый из данных вариантов характеризуется специфическими особенностями при использовании для сварки кузова автомобиля. Однако в любом случае, чтобы правильно варить кузов, необходимо иметь соответствующие навыки и соблюдать технику безопасности. К тому же важно правильно организовать рабочее место, заранее приобретя и расположив все необходимое для работ оборудование и организовав достаточное освещение. Нужно учитывать, что варить кузов автомобиля в одиночку затруднительно, поэтому лучше найти помощника.

Углекислотный полуавтомат
Его считают наиболее доступным и универсальным сварочным инструментом. Таким оборудованием можно варить металл толщиной от 0,8 до 6 мм. Углекислотный полуавтомат подходит для выполнения таких работ:
- переварка порогов и лонжеронов;
- заплатка дыр;
- выправление вмятин.
Данный инструмент чаще всего используют, чтобы варить кузова автомобилей с низкой долговечностью, например, модели ВАЗ.
Принцип функционирования углекислотного полуавтомата состоит в подаче под давлением в зону сварки двуокиси углерода. При этом происходит вытеснение воздушной смеси, поэтому процесс сварки осуществляется в углекислотной среде, что обеспечивает защиту металла от окисления. В процессе сварки металл плавится, прочно скрепляя детали.
Одно из достоинств углекислотного полуавтомата состоит в том, что данным инструментом можно варить все виды металлов, в частности цветные, такие как нержавеющая сталь и алюминий, только для этого потребуется заменить двуокись углерода на аргон.
Для обеспечения прочности швов кузова нужно варить правильно, нанося стежки длиной 2 см с интервалом в 5 см. Недостатком рассматриваемого инструмента считают стационарность, обусловленную большой его массой и размерами, однако это не столь важно при кузовном ремонте, который обычно производят в автосервисе или гараже.
Инвертор
Его применяют обычно с целью ускорения выполнения сварочных работ, данный прибор использует в работе токи высокой частоты (до 2000 Гц). К его достоинствам относят компактные размеры, высокую скорость выполнения сварки, возможность работы при пониженном напряжении тока в сети и простоту использования, позволяющую варить кузов автомобиля даже начинающим сварщикам.
В качестве недостатков инвертора отмечают высокую стоимость, чувствительность к пыли, невозможность варить металл толщиной более 3 мм.
Сварка своими руками
Варить кузов самостоятельно возможно при наличии начальных навыков, особенно с использованием инвертора, что позволит сократить затраты на оплату квалифицированного труда. Однако придется добыть где-то соответствующее оборудование.
Наилучший вариант ремонта при повреждении кузова состоит в его замене. Но это дорого стоит, поэтому сварку применяют для восстановления недорогих автомобилей, отличающихся невысокой устойчивостью к коррозии, следовательно, распространенность рассматриваемого способа ремонта велика. Далее рассмотрена сварка углекислотным полуавтоматом.

Предварительные действия
Перед началом работ необходимо подготовить подлежащие сварке участки кузова автомобиля. Подготовка состоит в полной очистке металла от краски, ржавчины и загрязнений.
Затем переходят к подготовке сварочного оборудования к работе.
- Прежде всего, проверяют сеть на нагрузочную способность.
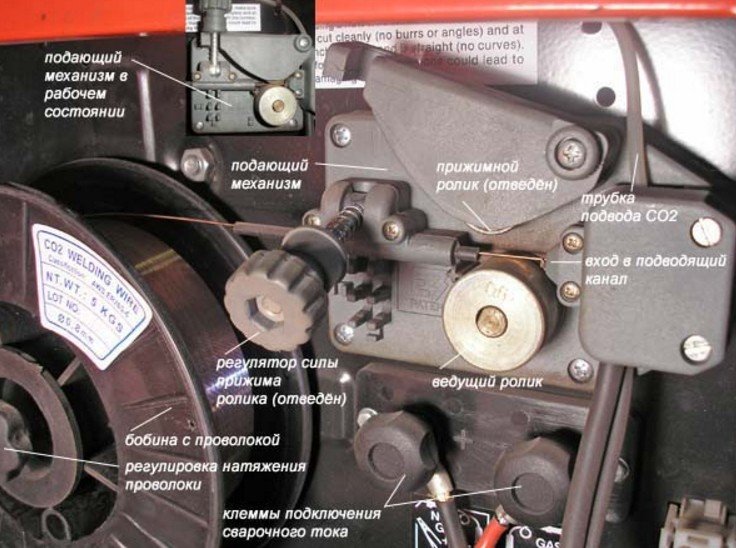
- Далее сварочный аппарат заряжают проволокой. Для этого нужно снять газовое сопло сварочной горелки, отвинтить ключом ее медный наконечник, отвести прижимной ролик с проволокой и установить полярность. Данный параметр определяется типом применяемой проволоки. В случае использования флюсовой проволоки на зажиме устанавливают плюс, на горелке — минус, а для обычной проволоки — наоборот.
- После этого конец проволоки заводят на 10 — 20 см в подающий канал и подводят прижимной ролик, удерживающий ее от осыпания. При этом проволока должна попасть в ложбинку ведущего ролика.
По завершении описанных операций устройство подключают к сети и нажимают клавишу на его ручке, после чего происходит подача газа, затем сварочной проволоки и тока. При этом нужно надеть на проволоку и закрутить требуемый медный наконечник и установить газовое сопло.
Рекомендации по сварке
При кузовных работах обычно варят все части, кроме передней, так как в процессе эксплуатации на нее приходятся минимальные нагрузки. У автомобилей, не соответствующих данному правилу, требуется переварка, прежде всего, мест крепления передних «лап» к поперечной балке. В любом случае необходимо заварить швы поддона, стойки и заднюю часть кузова автомобиля. Крылья и капот обычно не обрабатывают. Нужно отметить, что кузов имеет некоторые слабые места, особо подверженные разрушению коррозией, поэтому чаще всего заваривают эти участки.

Днище можно проварить с двух сторон, однако при работах необходимо соблюдать температурный режим. Это позволит сохранить структуру швов и нейтрализует вредное воздействие сварочного аппарата на материал.
В качестве заплат для днища обычно используют листы металла толщиной 1,5-2 мм. Более тонкий металл ненадежен, а более толстый сложен в обработке.
Резать материал необходимо с соблюдением оптимальных режимов во избежание ухудшения его свойств. Днище лучше варить не одному, так как лист металла нужно расположить равномерно, что сложно осуществить в одиночку. По завершении работ края вваренного листа металла обтачивают и обрабатывают грунтом или эпоксидной смолой с целью обеспечения герметичности. После того, как переварка завершена, необходимо обработать швы грунтовкой. При этом особое внимание уделяют швам стоек, поддона и задней части кузова.
Углекислотным полуавтоматом можно заварить не только кузов, а также двигатель и глушитель автомобиля. При работе с двигателем необходимо использовать аргон. Это позволяет варить такие металлы, как чугун, нержавеющая и обыкновенна сталь, алюминий, из которых состоит большинство деталей двигателя. Переварка глушителя осуществляется подобно сварке днища, то есть путем накладывания металлической заплатки.
Источник статьи: http://autokuz.ru/kuzovnoy-remont/chem-varit-kuzov-avtomobilya.html
Взять гнилой Автоваз за 20 000, привести в человеческий вид! Сколько обойдется?
В одной из своих публикаций я затронул тему взять автомобиль подешевле и сделать из нее конфетку. Тогда все получилось очень даже хорошо.
Сегодня хотелось бы, вместе с вами, восстановления гнилого автомобиля производства Автоваз.
Возьмем любой авто девятого семейства, пусть будет Ваз 2114.
Виртуально мы его купили за двадцать тысяч рублей. Болячки у всех моделей одни и теже, но возьмем именно эту.
Поехали, будем делать виртуальную конфетку.
- Перевариваем полы вместе с усилителями и порогами. Работа долгая и ответственная, а значит и дорогостоящая.
Примерная стоимость работ, включая материалы:
На всех моделях гниют очень хорошо.
Стоимость работы с материалом (без покраски) за две стороны:
Представим что на нашем авто требует замены один из них.
Стоимость самого стакана две тысячи пятьсот рублей плюс работа четыре пятьсот. Сумма получилась
Из наружных элементов сгивает чаще всего. Стоимость б/у детали в хорошем состоянии
Как правило, на таких автомобилях бампера либо лопнувшие, либо вообще отсутствуют. Представим что на нашем авто нет одного из них.
Тоже подвержены гниению. На нашем авто сгнили оба. Стоимость одного 1100 рублей, итого
Сгнивают на девяноста процентах автомобилей. Стоимость замены и ремонтного комплекта
- И финишный «штришок» в виде полной покраски автомобиля.
Общая сумма всех работ и стоимости автомобиля получилось
Ели было полезно подписывайтесь и ставьте 👍.
Источник статьи: http://zen.yandex.ru/media/avto_neochem/vziat-gniloi-avtovaz-za-20-000-privesti-v-chelovecheskii-vid-skolko-oboidetsia-5e722316c2f7601621cfbb1a
Инвертор вместо полуавтомата — можно ли варить кузовной металл 0,8 мм и как?
Сварочный инвертор применяется для сварки плавящимися электродами с покрытием. Электродное покрытие может быть разным, основным и рутиловым, с добавлением специальных веществ.
При этом смысл сварки плавящимся электродом остается неизменным — электрод плавится и заполняет жидким металлом расплавленное пространство. Варить инвертором тонкий металл, толщина которого менее 1 мм очень неудобно.
Ни о какой красоте сварочного шва речи идти и не может. К тому же, если даже и получится сварить, например, кузовной металл, то нужно иметь под рукой тонкие электроды (2 мм и менее) и не делать никаких зазоров между свариваемыми заготовками.
Для сваривания тонких заготовок предпочтительно использовать полуавтоматическую сварку. Но зачем покупать полуавтомат, если воспользоваться им придётся всего лишь несколько раз в жизни? Соответственно назревает вопрос — может ли заменить инвертор полуавтомат или нет?
Инвертор вместо полуавтомата — такое возможно?
Где-то на одном из форумов по сварке мне встречался такой вопрос, можно ли использовать инвертор вместо полуавтомата. Что будет, если например, взять угольные или графитовые электроды, а возможно даже вольфрамовые, и варить ими, используя вместо защитного газа специальный сварочный флюс, обрабатывая им околошовную зону сварки.
Или вот еще одна идея, которая имеет право на рассмотрение. Что если вместо электрода использовать для сварки металла толщиной 0,8 мм, инвертор и кусок порошковой проволоки? Такая проволока уже имеет в своём составе специальный компонент, который при расплавлении металла защищает его от вредного воздействия кислорода.
В целом, как показывает практика и долгие мучительные эксперименты, сварочный инвертор всё-таки не способен собой полноценно заменить настоящий полуавтомат. Да, можно поэкспериментировать с порошковой проволокой или сваркой графитовым электродом, осуществив отбортовку кромок и используя присадки для усиления шва.
Однако, идеальной сварки при помощи всего того, о чем было рассказано выше, получить не удастся.
Как варить металл толщиной 0,8 мм инвертором
Друзья, на самом деле можно заварить днище автомобиля или поставить заплатки на него толщиной 0,8 мм и с помощью обычного сварочного инвертора. Просто нужно знать и понимать, как варить инвертором тонкий металл .
Во-первых, нельзя использовать электроды тройку, лучше всего взять тонкие электроды 2 мм. Во-вторых, электроды для сварки такого тонкого металла должны быть рутиловыми. Не буду вдаваться в преимущества рутиловых электродов, поскольку они очевидны (об этом писал и не раз).
В-третьих, нужно обеспечить плотное прилегание металлов и ни в коем случае не варить цельным швом. Лучше точечно прихватить металл и зафиксировать его перед этим заклёпками. В таком случае получиться почти идеально, обварить заготовку без прожогов.
Само собой разумеется, что нужно использовать малый сварочный ток, порядка 30-45 ампер. Большой ток прожжет тонкую заплатку и ничего не получится. Делитесь и своими секретами сварки кузовного металла. Получилось ли у кого-нибудь заменить полуавтомат сварочным инвертором?
Источник статьи: http://zen.yandex.ru/media/mmasvarka/invertor-vmesto-poluavtomata-mojno-li-varit-kuzovnoi-metall-08-mm-i-kak-5f9921ec5142496dd17cf28d
Сварка кузова автомобиля: как правильно сделать её своими руками
Срок службы современных автомобильных кузовов долгим не назовёшь. У отечественных машин он составляет максимум лет десять. Кузова современных иномарок живут чуть дольше — лет пятнадцать. По истечении этого срока автовладелец неизбежно начнёт замечать признаки разрушения, с которыми нужно будет что-то делать. Кроме того, кузов можно повредить и во время ДТП. Какой бы ни была причина, выход почти всегда один: варить. Если вы уверены в своих силах, можно попробовать сделать сварку кузова автомобиля своими руками.
Виды и особенности сварочных аппаратов
Выбор сварочной технологии зависит не столько от аппарата и расходных материалов, сколько от места повреждения. Разберёмся подробнее.
Сварка полуавтоматом
Подавляющее большинство автовладельцев и сотрудников автосервисов предпочитают использовать именно полуавтоматы. Главная причина их популярности — удобство. Полуавтоматом можно варить даже самые мелкие повреждения, расположенные в самых неудобных местах автомобильного кузова.
Технически эта технология почти не отличается от традиционной сварки: полуавтомату тоже требуется преобразователь тока. Разница лишь в расходных материалах. Для этого типа сварки нужны не электроды, а специальная проволока с медным покрытием, диаметр которой может варьироваться от 0.3 до 3 мм. А ещё полуавтомату для работы необходим углекислый газ.
Медь на проволоке обеспечивает надёжный электрический контакт и работает в качестве сварочного флюса. А углекислый газ, непрерывно подаваемый на сварочную дугу, не позволяет кислороду из воздуха вступать в реакцию со свариваемым металлом. У полуавтомата есть три важных достоинства:
- скорость подачи проволоки в полуавтомате можно регулировать;
- швы, выполненные полуавтоматом, аккуратные и очень тонкие;
- использовать полуавтомат можно и без углекислого газа, но в этом случае придётся использовать особую сварочную проволоку, внутри которой содержится флюс.
Есть в полуавтоматическом методе и минусы:
- найти в продаже вышеуказанные электроды с флюсом не так-то просто, да и стоят они как минимум вдвое дороже обычных;
- при использовании углекислого газа мало раздобыть сам баллон. Ещё потребуется редуктор для снижения давления, который надо будет очень точно настроить, в противном случае о качественных швах можно забыть.
Как варят инвертором
Если коротко, инвертор — это всё тот же сварочный аппарат, только частота преобразования тока в нём не 50 Гц, а 30–50 кГц. Благодаря повышенной частоте инвертор имеет несколько достоинств:
- размеры инверторного сварочного аппарата очень компактны;
- инверторы нечувствительны к пониженному напряжению сети;
- у инверторов нет никаких проблем с разжиганием сварочной дуги;
- пользоваться инвертором может даже сварщик-новичок.
Разумеется, есть и минусы:
- в процессе сварки используются толстые электроды диаметром 3–5 мм, а не проволока;
- при инверторной сварке края свариваемого металла очень сильно нагреваются, что может стать причиной термической деформации;
- шов всегда получается толще, чем при сварке полуавтоматом.
Так какой же метод выбрать?
Общая рекомендация проста: если планируется варить участок кузова, находящийся на виду, а автовладелец при этом не стеснён в средствах и имеет определённый опыт работы со сварочным аппаратом, то полуавтомат — оптимальный вариант. А если повреждения со стороны не видны (к примеру, пострадало днище) и владелец машины слабо разбирается в сварке, то лучше варить инвертором. Даже если новичок допустит ошибку, её цена не будет высока.
Подготовка и проверка оборудования
Независимо от того, какой метод сварки был выбран, необходимо провести ряд подготовительных операций.
Подготовка к сварке автомобильного кузова полуавтоматом
- перед началом работы сварщик должен убедиться в том, что направляющий канал в сварочной горелке соответствует диаметру используемой проволоки;
- диаметр проволоки обязательно следует учитывать и при выборе сварочного наконечника;
- сопло аппарата осматривается на предмет металлических брызг. Если они есть, их необходимо удалить наждачной бумагой, в противном случае сопло быстро выйдет из строя.
Что стоит сделать перед тем, как начать инверторную
- надёжность электродных креплений тщательно проверяется;
- проверяется целостность изоляции на кабелях, всех соединениях и на электродержателе;
- проверяется надёжность креплений основного сварочного кабеля.
Меры предосторожности при сварочных работах
- все сварочные работы производятся только в сухой спецодежде из негорючих материалов, в рукавицах и защитной маске. Если сварка производится в помещении с металлическим полом, обязательным является использование либо прорезиненого коврика, либо резиновых галош;
- сварочный аппарат, независимо от его типа, всегда должен быть заземлён;
- при инверторной сварке следует особое внимание уделить качеству электрододержателя: хорошие электрододержатели выдерживают до 7000 зажимов электродов без повреждения изоляции;
- независимо от типа сварочного аппарата на нём всегда должны использоваться автоматические выключатели, самостоятельно разрывающие электрическую цепь при возникновении тока холостого хода;
- помещение, в котором производится сварка, должно хорошо вентилироваться. Это позволит избежать скопления газов, выделяющихся в процессе сварки и представляющих особую опасность для системы дыхания человека.
Процесс сварки кузова автомобиля полуавтоматом
Прежде всего определимся с необходимым оборудованием.
Инструменты и материалы для работы своими руками
- Полуавтоматический сварочный аппарат BlueWeld 4.135.
- Проволока сварочная с медным покрытием, диаметр 1 мм.
- Крупная наждачная бумага.
- Редуктор для понижения давления.
- Баллон углекислого газа ёмкостью 20 л.
Последовательнось операций при полуавтоматической сварке
- перед началом сварки повреждённый участок с помощью наждачной бумаги очищается от всех загрязнений: ржавчины, грунтовки, краски, смазки;
- свариваемые участки металла плотно прижимаются друг к другу (в случае необходимости допускается использование различных зажимов, временных болтов или саморезов);
- далее следует внимательно ознакомиться с передней панелью сварочного аппарата. Там располагаются: выключатель, регулятор сварочного тока и регулятор скорости подачи проволоки;

Расположение переключателей на передней панели сварочного аппарата BlueWeld

Понижающий редуктор подключается к баллону с углекислым газом
Сварочная проволока заводится в подающий механизм

Снятие сопла со сварочной горелки

Процесс сварки автомобильного кузова полуавтоматическим аппаратом

Несколько коротких предварительных швов

Края повреждённого кузова сварены окончательно
Обработка сварного шва против коррозии
По окончании сварочных работ шов следует защитить, иначе он быстро разрушится. Возможны следующие варианты:
- если шов находится не на виду и в легкодоступном месте, то он покрывается несколькими слоями автомобильного шовного герметика (подойдёт даже бюджетный однокомпонентный вариант, например Body 999 или Novol). В случае необходимости герметик разравнивается шпателем и окрашивается;
- если сварной шов пришёлся на внутреннюю труднодоступную полость, которую необходимо обработать с внутренней стороны, то используются пневматические распылители консервантов. Они состоят из пневматического компрессора, распылительного бачка для заливки консерванта (такого, как Movil например) и длинной пластиковой трубки, которая и заводится в обрабатываемую полость.
Итак, сварить повреждённый кузов можно и самостоятельно. Даже если у новичка совершенно нет опыта, расстраиваться не стоит: всегда можно сначала потренироваться на кусках металлолома. А особое внимание следует уделить не только средствам индивидуальной защиты, но и средствам противопожарной безопасности. Огнетушитель у начинающего сварщика всегда должен быть под рукой.
Источник статьи: http://carnovato.ru/svarka-kuzova-avtomobilya-kak-pravilno-sdelat-eyo-svoimi-rukami/